Blacharskie naprawy nadwozi cz. VI: Prostowanie konstrukcji nośnych

Fot. C.T.S.
Prostowanie konstrukcji nośnych
Współczesne technologie umożliwiają powypadkowe naprawianie pojazdów w zakresie znacznie przekraczającym praktyczne potrzeby usługowego rynku, ponieważ nie wszystko, co wciąż technicznie możliwe, jest dziś opłacalne.
Relacja średniej płacy krajowej do cen nowych samochodów nigdy nie była w Polsce tak korzystna, jak obecnie. Tendencja ta odnosi się jeszcze wyraźniej do całej krajowej oferty pojazdów używanych. Efektem jest znaczne obniżenie progu opłacalności blacharskich napraw powypadkowych.
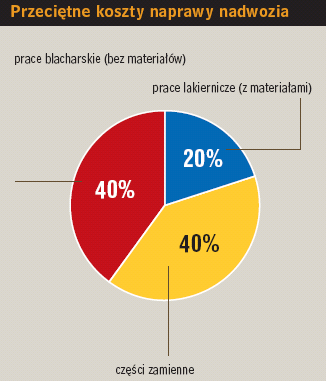
Z jednej bowiem strony, zarówno klienci samodzielnie finansujący zlecenia dla warsztatów, jak i rzeczoznawcy towarzystw ubezpieczeniowych łatwiej decydują się na uznanie powstałej szkody za tzw. całkowitą, czyli rekompensowaną przez zakup ekwiwalentnego (marka, model, rocznik) auta nieuszkodzonego. Z drugiej strony, wspomniane proporcje płac i cen przekładają się bezpośrednio na relatywnie wyższe koszty napraw powypadkowych, w których wartość wysoko kwalifikowanej robocizny stanowi pozycję najbardziej istotną.
Dalszą konsekwencją tych zjawisk jest zmiana kryteriów opłacalności inwestowania w specjalistyczny sprzęt naprawczy. Zdecydowanie zmalał popyt na rozbudowane, więc drogie, choć bardzo wydajne systemy prostowania odkształceń konstrukcji nośnych pojazdów. Teraz za całkowicie wystarczające wyposażenie warsztatu o tej specjalności można uznać stanowisko z mobilną, uniwersalną ramą, współpracującą z tylko jednym, a najwyżej dwoma dozerami ciągnącymi i pomocniczymi rozpieraczami, sztywnymi blokadami lub odciągami kotwionymi.
Czynności wstępne
Gdy zakres i orientacyjny koszt naprawy zostaną uzgodnione ze zleceniodawcą, uszkodzony samochód, dostarczony do warsztatu na lawecie, można wprowadzić z parkingu na stanowisko naprawczo-pomiarowe. Pojazd z uszkodzonym układem kierowniczym lub zdeformowanym zawieszeniem nie daje się łatwo transportować na własnych kołach. Wówczas rolę środka transportu wewnętrznego mogą pełnić mobilne podnośniki niektórych systemów naprawczych albo komplety czterech, wszechstronnie zwrotnych wózków, zwanych trolejami.
 |
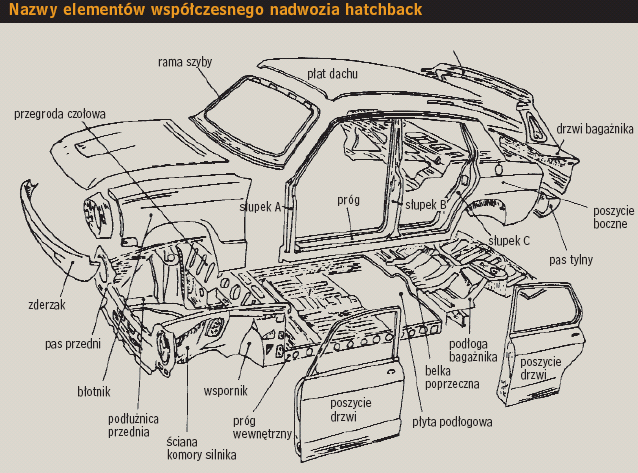
Na stanowisku naprawczym, przy dobrym oświetleniu, analizujemy wstępnie kierunek działania siły odkształcającej na cały kadłub nadwozia i sposób rozchodzenia się jej składowych w poszczególnych elementach konstrukcji nośnej pojazdu. W tym celu trzeba, po pierwsze, obejrzeć rozmieszczenie powstałych odkształceń blach zewnętrznego poszycia, uwzględniając każde wgniecenie i pęknięcie lakieru. Stosowane dziś powszechnie konstrukcje z bardzo sztywnym (dla zwiększenia bezpieczeństwa biernego) przedziałem pasażerskim sprzyjają bowiem przenoszeniu sił odkształcających na części szkieletu bardzo niekiedy odległe od strefy bezpośredniego zderzenia. Szczególnie uważnej obserwacji wymaga cały dach pojazdu. Dlatego te oględziny przeprowadzamy jeszcze przed podniesieniem naprawianego samochodu na właściwą wysokość roboczą. Wszystkie miejsca naruszone podczas kolizji można dla ułatwienia oznaczyć kawałkami taśmy samoprzylepnej, by potem w trakcie dokonywania pomiarów zwrócić szczególną uwagę na usytuowanie punktów kontrolnych znajdujących się w ich najbliższym otoczeniu. |
Następną czynnością jest mocowanie nadwozia na ramie naprawczej. Konieczne jest uprzednie zamontowanie do ramy łap mocujących ze szczękami zaciskanymi na dolnych spojeniach progowych. Zdarzają się jednak konstrukcje nadwozi bez dolnych spojeń progów. Ich przytwierdzenie do ramy wymaga użycia specjalnych systemów montażowych, przeznaczonych do danego modelu samochodu i oferowanych przez wszystkich producentów systemów naprawczych jako wyposażenie opcjonalne.
Jeśli powypadkowa deformacja jednego z progów uniemożliwia użycie czterech szczęk, stosujemy zamiast niego regulowaną podpórkę z płaską górną płytką.
Po zamocowaniu pojazdu na ramie naprawczej unosi się ją na dogodną dla pracownika wysokość roboczą. W najnowocześniejszych systemach służą do tego zintegrowane podnośniki hydrauliczno-pneumatyczne sterowane pilotem.
Mierzenie odkształceń płyty podłogowej i gabarytów zewnętrznych nadwozia
Przeprowadzenie właściwych pomiarów musi być poprzedzone kalibracją systemu pomiarowego (elektroniczne systemy pomiarowe nowej generacji nie wymagają tej czynności). Do pomiarów niezbędne są karty pomiarowe, zawierające wymiary płyty podłogowej oraz wymiary zewnętrzne bryły nadwozia danego modelu samochodu. Producenci systemów pomiarowych oferują stale aktualizowane karty pomiarowe nowych modeli samochodów, w postaci drukowanej lub elektronicznej na płytach CD. W systemach skomputeryzowanych stanowią one integralną część oprogramowania, aktualizowaną bieżąco za pośrednictwem Internetu. Karta zawiera też informacje o właściwym kształcie, numerze i sposobie użycia wymiennych końcówek pomiarowych, czujek, a także o usytuowaniu punktów bazowych, według których wyznacza się współrzędne geometryczne.
|
Z karty wybieramy co najmniej trzy punkty kontrolne, których odpowiedniki na płycie podłogowej pojazdu nie uległy przemieszczeniu w trakcie kolizji drogowej. W przypadku systemów z odczytem mechanicznym odszukujemy na karcie współrzędne tych punktów i zgodnie z nimi ustawiamy odpowiadające im czujki, każdą na wszystkich dotyczących jej skalach. Tak przygotowanym systemem manewrujemy, odpowiednio przemieszczając jego wzdłużne szyny względem ramy podstawowej, aż do całkowitego zgrania czujek z wybranymi punktami. W systemach skomputeryzowanych kalibracja dokonywana jest samoczynnie. Z pomiarów usytuowania punktów kontrolnych trzeba korzystać w trakcie naprawy wielokrotnie. Najpierw dla wstępnego ustalenia wielkości wszystkich odchyłek wymiarowych w układzie trzech współrzędnych, potem dla kontroli postępów naprawy. Zawsze mierzymy najpierw punkty płyty podłogowej, a następnie gabarytów zewnętrznych nadwozia. Najwygodniejsze w użytkowaniu są systemy elektroniczne, działające w trybie ciągłym, ponieważ dzięki nim można zaoszczędzić nawet do 80% czasu potrzebnego na ewidencję uszkodzeń i prawidłowe wytyczenie wektorów sił prostujących. Zjawiska towarzyszące prostowaniu Podłużnice w nowoczesnych nadwoziach wykonywane są w postaci tzw. tailored blanks. Składają się one z blach o różnej wytrzymałości i grubości, łączonych laserowo w fabryce. Ich układ tworzy strefy kontrolowanego zgniotu, mające istotny wpływ zarówno na układ powypadkowych odkształceń, jak i na przebieg procesów ich naprawy. Jeśli w odkształconej blasze nie występują ostre załamania, należy dla ułatwienia prostowania i poprawy jego jakości (wyeliminowanie mikropęknięć) podgrzewać odkształcone miejsca. Można jednak używać do tego celu wyłącznie podgrzewaczy indukcyjnych, działających w niewielkich, ściśle określonych strefach. Nagrzewanie indukcyjne stosuje się przez 5-10 sekund, aby uzyskać lokalnie maksymalną temperaturę, która nie przekracza 500ˇC i dzięki temu nie zmienia struktury blachy ani jej cech wytrzymałościowych. |
 |
| Rys.: Łapa mocująca ze szczękami progowymi | |
 |
|
| Rys.: Mechaniczny system do pomiarów płyty podłogowej | |
 |
|
| Rys.: Podgrzewacz indukcyjny do prac blacharskich |
Przy prostowaniu na zimno mogą powstawać mikropęknięcia, które uwidocznią się dopiero podczas późniejszego użytkowania naprawionego nadwozia. Na skutek przeciążeń (np. na nierównościach jezdni) mogą się one powiększyć, doprowadzając do wtórnych odkształceń konstrukcji i pękania całych jej elementów.
Istotne znaczenie dla przebiegu i efektów naprawy ma również sprężystość materiałów stalowych. Gdy punkt kontrolny, przemieszczając się na skutek prostowania, dojdzie do swojej prawidłowej pozycji, trzeba go przeciągnąć dalej w tym samym kierunku o około 3 milimetry. Wtedy, po ustaniu działania siły prostującej, powróci on na właściwe miejsce dzięki sprężystości materiału.
W przypadku prostowania elementów wykonanych z blach o podwyższonej wytrzymałości (pionowe słupki nadwozia, podłużnice) zwalniamy naciąg dozera dopiero po całkowitym ostygnięciu uprzednio podgrzewanych stref.
Zluzowanie naciągu wcześniej sprawia, że uzyskany efekt prostowania ulega częściowemu zniweczeniu, to znaczy powypadkowe odkształcenie częściowo się odnawia.
Blachy głębokotłoczne dają się prostować na zimno, ale przed zastosowaniem takiej metody należy upewnić się, czy prostowany element wykonany jest rzeczywiście i w całości z tego właśnie materiału.
W żargonie blacharzy samochodowych mówi się, że blacha ma pamięć. Ta cecha stalowych materiałów może się różnie przejawiać. Raz polega na tym, że odkształcone wytłoczki bardzo chętnie powracają do swych pierwotnych kształtów, innym razem dotyczy podobnego utrwalania się niepożądanych deformacji. Im dłużej stalowy element konstrukcji pozostaje po uszkodzeniu w stanie odkształconym, tym trudniej go później przywrócić do prawidłowej formy. Szczególnie trwale „zapamiętywane” są ostre załamania. Nie chodzi tu jednak o jakieś zjawiska magiczne, lecz po prostu o lokalne zmiany wewnętrznej, krystalograficznej struktury materiału. Zmiany te trudno usunąć za pomocą działania sił prostujących wywieranych za pomocą naprawczych dozerów. Dlatego w trakcie naprawy fragmenty blach z ostrymi załamaniami należy bezwzględnie wymieniać. W przeciwnym wypadku osłabią one wytrzymałość całego elementu, który przy ewentualnej następnej kolizji drogowej lub nawet w trakcie zwykłej eksploatacji pojazdu okaże się bardzo podatny na odkształcenia.
ZOBACZ TAKŻE:
- Blacharskie naprawy nadwozi cz. I: Kwalifikacja pojazdu do naprawy blacharskiej
- Blacharskie naprawy nadwozi cz. II: Urządzenia pomiarowe
- Blacharskie naprawy nadwozi cz. III: Elektroniczne przetwarzanie danych pomiarowych
- Blacharskie naprawy nadwozi cz. IV: Prostowanie konstrukcji nośnych
- Blacharskie naprawy nadwozi cz. V: Identyfikacja materiałów
- Blacharskie naprawy nadwozi cz. VII: Prostowanie szkieletu kadłuba
- Blacharskie naprawy nadwozi cz. VIII: Prostowanie szkieletu kadłuba
- Blacharskie naprawy nadwozi cz. IX: Prostowanie szkieletu kadłuba
- Blacharskie naprawy nadwozi cz. X: Usuwanie uszkodzeń dachów

0 komentarzy dodaj komentarz