Nitowanie w teorii i praktyce

Fot. Herkules
W przemyśle samochodowym, lotniczym czy też budowie maszyn obowiązuje wspólny trend, jakim jest projektowanie i produkcja coraz lżejszych konstrukcji. Użyte materiały powinny mieć coraz mniejszą masę, przy równoczesnym zachowaniu odpowiedniej sztywności i wymaganych parametrów wytrzymałościowych.
Nitowanie a pozostałe technologie
Dążenie do lekkiej i sztywnej konstrukcji jest szczególnie widoczne w przemyśle motoryzacyjnym. Wyposażenie samochodów związane z komfortem pasażerów, jak i bezpieczeństwem biernym powoduje wzrost masy pojazdów, konieczne więc staje się szukanie oszczędności dotyczących ograniczenia masy karoserii samochodowej. Coraz częściej lekkie materiały, takie jak aluminium czy tworzywa sztuczne wzmacniane magnezem i włóknami (FRP), zastępują klasyczne stopy stalowe w samochodach (fot. 3).

Fot. 1. Kompaktowa nitownica GYS (GYS-Herkules)
Dodatkowo łączone są ze sobą różne materiały, np. aluminium, magnez, tworzywa sztuczne oraz stale o wysokiej wytrzymałości. Dotychczas stosowane spawanie, lutowanie oraz zgrzewanie nie może już być powszechnie wykorzystywane do łączenia ze sobą tak różnych materiałów. Co prawda, zgrzewanie i lutospawanie długo jeszcze nie znikną z procesów produkcyjnych nadwozi, jednak coraz popularniejsze staje się łączenie elementów w technologii „na zimno”. Oznacza to wprowadzenie do powszechnego stosowania technologii klejenia oraz nitowania.
Technologia łączenia
W przypadku połączeń nitowanych stosowanych w produkcji karoserii samochodowej nit nie jest zakuwany. Proces łączenia polega na wciśnięciu nitu w łączone materiały i zablokowaniu go tak, by uzyskane połączenie było trwałe i sztywne.
W zasadzie po przebiciu się przez wszystkie warstwy łączonych elementów karoserii nit zachowuje swój pierwotny kształt. Dzięki temu możliwe jest wciśnięcie go w łączone przekroje materiału.
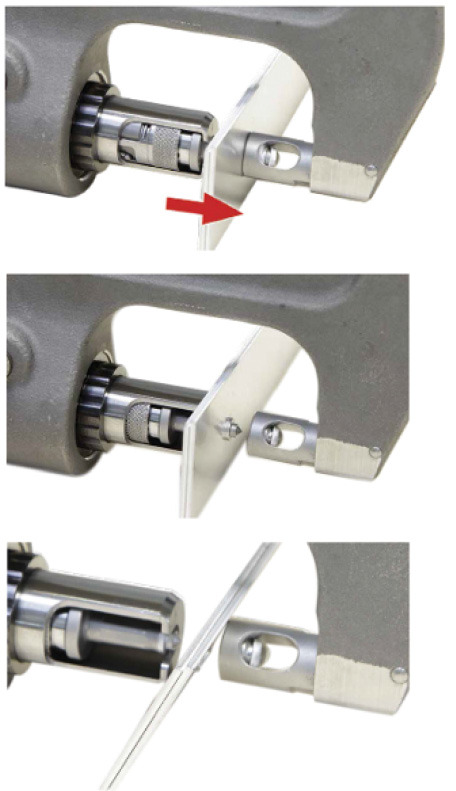
Fot. 2. Proces przebijania blachy podczas nitowania (GYS-Herkules)
Trzon nitów przebijających jest podobnej średnicy, jak ich głowa. Nity te wykonywane są z materiału o wyższych parametrach (granica plastyczności) niż łączony materiał. W technologii nitowania obecnie stosuje się wiele różnych materiałów: stal, stal nierdzewną, stopy aluminium, a nawet materiały pochodzenia ceramicznego.
Zastosowanie w produkcji
Nitowanie wykorzystywane jest przez konstruktorów zarówno jako technologia dodatkowego usztywnienia połączenia elementów, jak i połączeń wykonywanych z jednoczesnym zastosowaniem wypełnień tłumiących, klejowych lub uszczelniających. Bywa, że łączenie technologią nitowania nie spełnia oczekiwanych warunków wytrzymałościowych i konieczne jest dodatkowo zastosowanie klejenia. Tak wykonywane połączenia nazywane są hybrydowymi. Można nawet stwierdzić, że w przypadkach, gdy masa klejąca aplikowana jest na dużej powierzchni łączonych elementów – nity pełnią rolę punktów stabilizujących i podtrzymujących elementy w określonym położeniu do momentu stwardnienia masy. Ważną cechą nowoczesnych technologii nitowania jest możliwość wielowarstwowego łączenia elementów o różnych grubościach. W szczególnych przypadkach nitowanie stosowane jest nawet do łączenia elementów wykonanych z blachy wraz z cienkościennymi odlewami ciśnieniowymi.
Praktyka warsztatowa
Połączenie nitowane, a w szczególności mieszane (nitowanie wraz z klejeniem), wykazuje znakomite parametry mechaniczne, a co najważniejsze – wykonywane jest bez dostarczania ciepła, które niekorzystnie wpływa na zachowanie jakości stosowanych materiałów. Poza technicznymi właściwościami połączeń dochodzi jeszcze aspekt ekonomiczny.
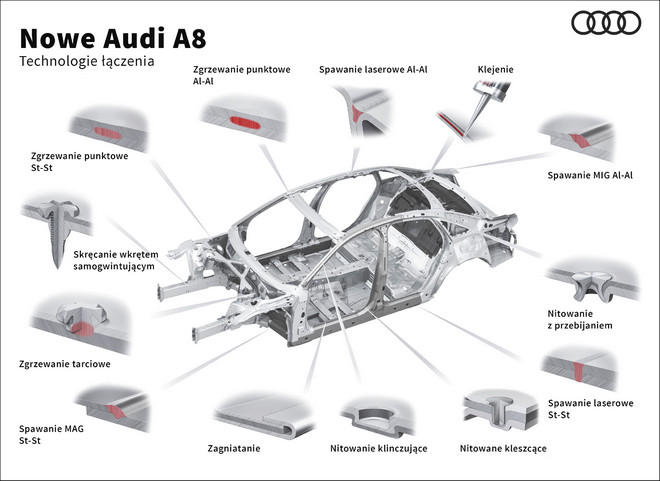
Fot. 3. Łączenie elementów karoserii hybrydowej stanowi prawdziwe wyzwanie zarówno w czasie produkcji, jak i podczas naprawy (Audi)
Okazuje się, że połączenia nitowane są tańsze od laserowego spawania blach wykonanych ze stopów aluminiowych. W praktyce dzięki nitowaniu można połączyć blachy ze stali wysokogatunkowej, ze stali nierdzewnej, powlekane i niepowlekane, ocynkowane, ze stopów aluminium, dwie lub więcej warstw – nawet do 9 mm całkowitej grubości. Cały proces łączenia może odbyć się w jednej operacji bez wstępnego wykonania otworów. Poprzedzające osadzenie nitu wiercenie otworów w blachach zastąpiono procesem dziurkowania w momencie nitowania. Stosuje się matrycę do wciskania nitów, która zapewnia optymalne połączenie elementów.
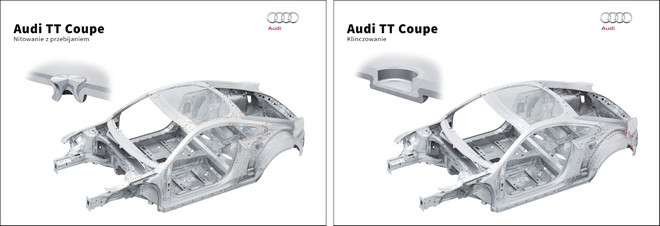
Fot. 4. Nitowanie oraz klinczowanie (Audi)
Urządzenia do nitowania podczas produkcji karoserii samochodowej są podobne do stosowanych w warsztatach naprawczych podczas wymiany elementów. Oczywiście, w fabryce inne jest ich mocowanie oraz specjalne oprzyrządowanie pozwalające na znaczną mechanizację procesu produkcyjnego, lecz sama część robocza jest bardzo podobna.

Fot. 5. podstawowy Zestaw do nitowania (GYS-Herkules)
Urządzenie nitujące to jeszcze nie wszystko. Konieczne jest stosowanie odpowiedniego oprzyrządowania, pozwalającego na obsługę pojazdów wielu marek. Zwykle w komplecie podstawowym wraz z nitownicą znajduje się wyposażenie uniwersalne, jednak specjalizowane do poszczególnych marek i modeli trzeba dokupić.
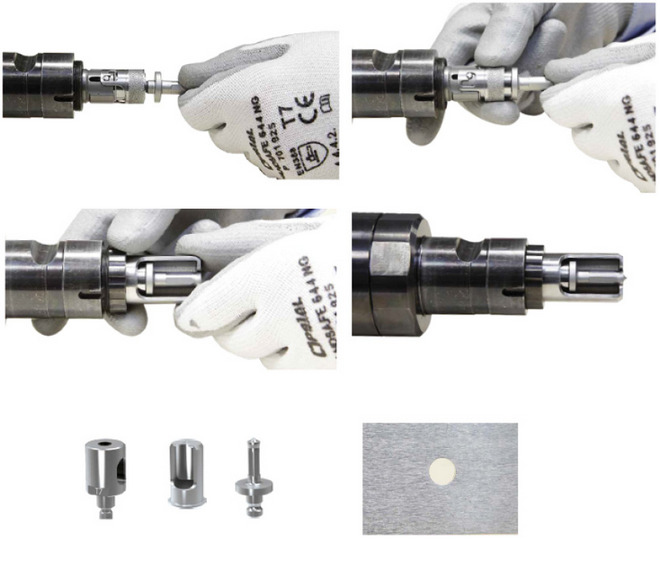
Fot. 6. Montaż oprzyrządowania do wykonania nitowania (GYS-Herkules). Dziurkowanie jest wymagane dla zachowania odpowiedniej średnicy otworu w stosunku do nitów naprawczych, co pozwala na uzyskanie dobrego połączenia
Najbardziej popularne końcówki specjalizowane są przeznaczone do: BMW, VW Group, Mercedesa, Forda, Tesli, Jaguara-Land Rovera. W przypadku tzw. ASO nie ma większego problemu, ponieważ zwykle wystarczy zaopatrzenie się w zestaw do danej marki i ewentualne uzupełnianie w przypadku pojawienia się nowych typów nitowania. W trudniejszej sytuacji są serwisy obsługujące wiele marek.
Fot. 7. Bardzo często konieczne jest stosowanie oprzyrządowania przeznaczonego do nitowania elementów pojazdów poszczególnych marek (GYS-Herkules)
Jeszcze na dobre w polskich warsztatach nie zadomowiły się technologie lutospawania czy też zgrzewania blach wysokogatunkowych, a już konieczne staje się zapoznanie z kolejnymi nowościami. Oby nitowanie znalazło swoje miejsce szybciej, niż poprzednio wprowadzane technologie.
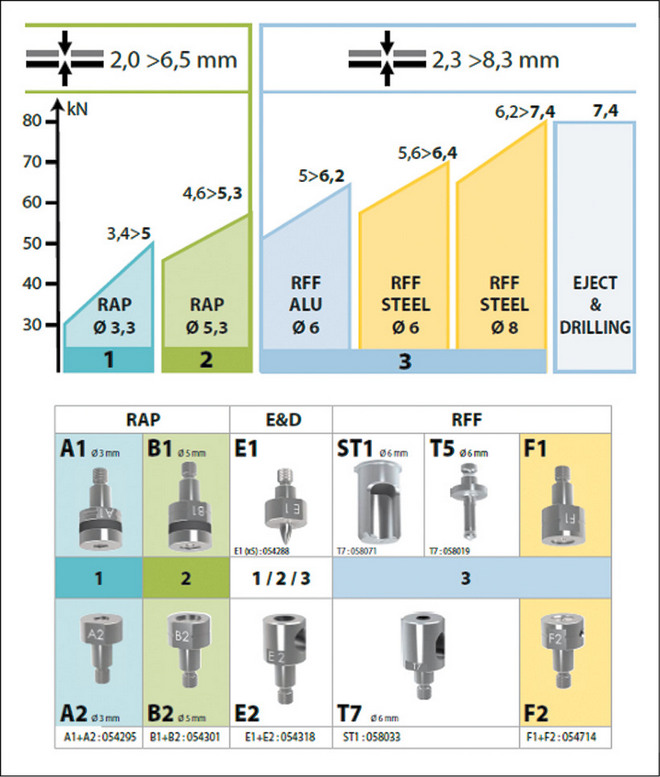
Tabela regulacji ciśnienia/nacisku w zależności od użytego typu nitu (GYS-Herkules)

-
2025-10-25 22:01
Poje8bane
Jan Kowalski
P0jebane srogo.
-
2025-10-25 22:02
Serio poj3bane
Kowalski Jan
Pojeban3 fest.
-
2025-10-25 22:03
P0jebane w ch0j
Kan Jowalski
P0pierdolone
3 komentarzy dodaj komentarz